Nella carpenteria metallica di precisione, ogni decisione parte da un disegno tecnico. Che si stia tagliando una lamiera, impostando una piega o controllando un pezzo finito, la capacità di leggere correttamente un disegno non è un requisito solo per i progettisti: è una competenza che riguarda ogni persona coinvolta nel processo produttivo.
Per questo, in CIM Laser abbiamo deciso di organizzare un corso di lettura del disegno tecnico meccanico rivolto a tutto il personale. Un investimento in formazione che parte da una convinzione precisa: la qualità di un manufatto si costruisce anche sulla comprensione condivisa del progetto.
Comprendere in profondità è lavorare meglio
Abbiamo scelto una formazione in house, con una docente che è anche una professionista e che quindi ha adottato un approccio pratico e diretto. Il programma ha coperto tutti gli ambiti di interesse relativi al disegno tecnico.
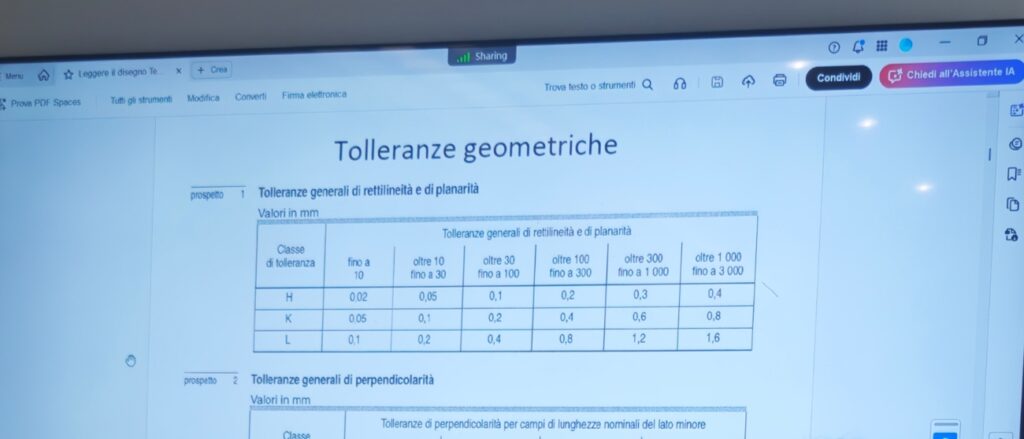
Nel primo modulo sono stati introdotti gli standard ISO e UNI, i tipi di linee, le scale dimensionali e i sistemi di rappresentazione come proiezioni ortogonali, primo e terzo diedro, assonometrie. Il punto di partenza per capire come un oggetto tridimensionale viene tradotto su carta, prima di entrare nel dettaglio con il secondo modulo, relativo a sezioni e quotatura: tratteggi, piani di taglio, indicazione delle tolleranze dimensionali e simbologia per diametri, raggi, sfericità e smussi. Nel terzo modulo abbiamo affrontato lo stato superficiale dei pezzi meccanici: classificazione di superfici, sezioni e profili, l’indicazione secondo norma UNI EN ISO 1302 e secondo norma UNI EN ISO 6410-1 per le filettature. Infine, il quarto modulo è stato dedicato alle tolleranze geometriche e dimensionali e al sistema ISO per alberi e fori. Non sono mancate le esercitazioni pratiche e l’analisi di un disegno complesso.
Perché la formazione è strategica per CIM Laser
In CIM Laser crediamo che la competenza tecnica siaun processo continuo. Quando ogni membro del team sa leggere un disegno con la stessa precisione, si riducono gli errori di interpretazione, si abbattono i tempi di rilavorazione e la comunicazione tra ufficio tecnico e officina diventa più fluida ed efficace.
Formare tutto il personale e non solo i tecnici significa costruire una cultura della qualità che attraversa ogni fase della produzione. Dalla specifica lavorazione fino alla consegna finale, ogni persona diventa parte attiva del risultato.
È grazie a questa mentalità che siamo diventati eccellenti problem solver nei nostri oltre sessant’anni di attività, sviluppando un sistema che si chiama Protocollo Perfection per garantire gli standard più elevati di precisione in ogni progetto.
Guida l’azienda che suo padre creò tanti anni fa con la medesima fame di conoscenza nel campo della lavorazione dei metalli del suo primo giorno in officina. Il suo percorso con CIM Laser è volto alla soddisfazione delle esigenze del cliente apportando il valore aggiunto che solo anni di esperienza sul campo e un costante aggiornamento di mezzi e competenze possono fornire.
Progettare un componente in lamiera non significa solo definirne la geometria. Significa anticipare come quel componente si comporterà durante ogni fase della lavorazione.
Il metallo infatti ha delle reazioni specifiche per ciascuna sollecitazione a cui viene sottoposto, e se queste non vengono tenute in considerazione si rischia di avere un manufatto inutilizzabile. E di doverlo rifare daccapo.
Non basta, quindi, un progetto “bello” sulla carta. Ecco i punti critici che un ufficio tecnico deve conoscere prima di mettere mano al CAD.
1. La lamiera non è rigida.
Il primo errore che assolutamente non va commesso è quello di trattare la lamiera come un materiale inerte. In realtà ogni operazione come taglio, piega o saldatura agisce sulla sua struttura fisica. Le tensioni interne cambiano, la geometria si modifica.
Un progetto che non tiene conto di questo produce pezzi che sulla carta sono perfetti, ma in officina non tornano mai. E spesso il problema non è visibile fino a quando il pezzo non è già stato tagliato, momento in cui intervenire ha un costo molto più alto. A volte, paradossalmente, conviene rottamare la lamiera già tagliata e ricominciare daccapo piuttosto che cercare di recuperare un pezzo con una geometria compromessa.
2. Il ritorno elastico della piega va calcolato, non ignorato
Quando si piega la lamiera, il materiale tende a tornare indietro di qualche grado. Questo significa che per ottenere un angolo reale di 90° è necessario piegare leggermente oltre. Di quanto? Dipende dal materiale, dallo spessore, dal raggio di piega.
Se pieghiamo due lamiere identiche ma realizzate con materiali diversi utilizzando lo stesso programma macchina, difficilmente otterremo lo stesso angolo finale. Per questo motivo il materiale deve sempre essere considerato una variabile fondamentale del processo di piega.
Ad esempio, su un acciaio S235 da 2 mm il ritorno elastico può essere di 1-2 gradi, mentre su acciai più resistenti o su leghe di alluminio può arrivare anche a 5-7 gradi e oltre, a seconda delle condizioni di piegatura. Valori apparentemente piccoli, ma sufficienti a rendere un pezzo non conforme, soprattutto su lotti dove la tolleranza è stretta. I valori devono essere parametrizzati e integrati nel disegno, non lasciati all’interpretazione dell’operatore in officina. L’obiettivo infatti non è affidarsi all’esperienza personale del singolo operatore, ma trasformare l’esperienza accumulata dall’azienda in dati tecnici utilizzabili da tutti.
3. Gli scarichi di piega devono essere previsti in fase di progetto
Se gli scarichi di piega non vengono disegnati correttamente, la lamiera in fase di lavorazione può strapparsi, deformarsi sugli angoli o andare in collisione con altre parti della geometria del pezzo.
Un caso tipico è quello di un componente con più pieghe ravvicinate progettato senza scarichi adeguati. Durante la lavorazione, la piega di un’ala va a deformare la geometria adiacente, creando un’onda o uno strappo sull’angolo. Il pezzo è visivamente difettoso, ma soprattutto è fuori tolleranza a livello di dimensioni. Nel peggiore dei casi, poi, una piega può entrare fisicamente in collisione con la parte già formata e il pezzo deve essere scartato.
Tutti problemi che nascono a partire dal disegno, non in officina, e che si risolvono in fase progettuale con pochi accorgimenti (se si sa dove guardare!).
4. La saldatura ritira: il giunto va studiato prima
L’apporto di calore della saldatura causa ritiri nel materiale. Su un pezzo semplice l’effetto può essere trascurabile; su geometrie complesse o su assemblaggi con più cordoni, i ritiri si sommano e il componente finale può risultare deformato rispetto al progetto.
Per limitare questo effetto bisogna scegliere il giunto giusto e progettare la geometria del pezzo in modo che il saldatore possa operare con il minimo calore necessario.
Meglio preferire giunti accessibili rispetto a giunti in posizione difficile che costringono a passate multiple, oppure prevedere delle controdeformazioni nel disegno che compensino il ritiro atteso. In questo modo sarà necessario meno calore, che condurrà a meno deformazione e quindi più fedeltà al progetto originale.
5. La ripetibilità su lotto dipende da come è stato progettato il pezzo
Un pezzo prodotto singolarmente può sembrare perfetto. Il problema emerge quando lo stesso componente deve essere replicato in decine, centinaia o migliaia di esemplari. Se il progetto non tiene conto dei parametri reali di lavorazione, ogni pezzo tenderà a comportarsi in modo leggermente diverso, accumulando variazioni che, sommate, renderanno il lotto non conforme.
Su un lotto di mille pezzi, una gestione approssimativa del ritorno elastico o degli scarichi di piega può generare mille risultati diversi tra loro. Una variabilità inaccettabile per qualsiasi cliente finale, e un costo industriale difficile da giustificare.
Dietro ognuno di questi cinque potenziali errori c’è un concetto essenziale da tenere in considerazione quando si progetta un elemento di carpenteria metallica di precisione: la producibilità reale. Non basta che un pezzo sia ben disegnato, deve essere progettato sapendo già come si taglierà, come si piegherà, come si salderà, e come si comporterà quando verrà replicato cento o mille volte. Ogni scelta fatta sul CAD ha conseguenze dirette in officina, sui tempi, sulla precisione e sui costi. Meglio non dover pagare per scoprirle! Per questo è essenziale assicurarsi di affidare le lavorazioni a un partner che conosce ogni comportamento del materiale al meglio.
In CIM Laser ci occupiamo da oltre sessant’anni di lavorazioni metalliche di precisione. Di conseguenza abbiamo un know-how approfondito e specifico relativo a tutto quanto riguarda il comportamento della lamiera metallica.
Per questo siamo in grado di analizzare i tuoi progetti e di rilevare eventuali criticità, in modo da procedere alla produzione senza problemi. E grazie al nostro Protocollo Perfection, un sistema di lavoro altamente collaudato, ti possiamo assicurare risultati sempre eccellenti.
Guida l’azienda che suo padre creò tanti anni fa con la medesima fame di conoscenza nel campo della lavorazione dei metalli del suo primo giorno in officina. Il suo percorso con CIM Laser è volto alla soddisfazione delle esigenze del cliente apportando il valore aggiunto che solo anni di esperienza sul campo e un costante aggiornamento di mezzi e competenze possono fornire.
Quando devi eseguire la micropallinatura su un pezzo metallico la scelta tra utilizzare una cabina grande o una box non ha una risposta standard, ma dipende dal caso specifico.
Entrambe le soluzioni permettono di ottenere risultati eccellenti, purché vengano utilizzati macchinari performanti, la graniglia più adatta al risultato desiderato e la corretta pressione di lavorazione.
La scelta tra micropallinatura in cabina e micropallinatura in box dipende dal tipo di pezzo da trattare, dalle sue dimensioni e dalla quantità di componenti da lavorare.
In CIM Laser abbiamo sia una box per la pallinatura di oggetti di piccole dimensioni che una cabina da 3x3x2 metri: questo ci permette di garantire risultati eccellenti in numerosi casi, anche per settori come quello farmaceutico e alimentare.
Contattaci per una consulenza sulle nostre lavorazioni di carpenteria metallica di precisione.
Altamente specializzato nella programmazione di saldature per robot FANUC e nei trattamenti superficiali di oggetti saldati (in particolare nella lucidatura dell’acciaio INOX), rappresenta la terza generazione in CIM Laser.
La scelta dei materiali da utilizzare per realizzare dei manufatti di carpenteria metallica è sempre essenziale, perché serve per garantire le performance volute e per stabilire le lavorazioni necessarie. Il materiale scelto è però particolarmente rilevante quando si parla di componenti destinati al contatto con gli alimenti. Acciai inox come AISI 304 o AISI 316 sono generalmente considerati idonei per questo tipo di applicazioni e sono le materie prime principalmente utilizzate.
Ma basta l’impiego di acciaio inox AISI 304 o AISI 316 per garantire di avere un MOCA conforme alle normative?
MOCA è l’acronimo di Materiali e Oggetti a Contatto con gli Alimenti. E la risposta a questa domanda è un no: la sola selezione di un materiale idoneo non è sufficiente a garantire la conformità MOCA del prodotto di carpenteria finito.
Non esiste infatti una corrispondenza diretta tra materiale idoneo e componente conforme al contatto alimentare. Quella MOCA, infatti, non è una certificazione nel senso tradizionale del termine, ma un insieme di requisiti, normative e procedure che hanno l’obiettivo di garantire che un manufatto sia sicuro e tracciabile lungo tutto il suo ciclo di vita.
Un materiale può essere accompagnato da certificazioni che ne attestano la conformità per l’uso alimentare. Questo significa che, in condizioni ideali, non rilascia sostanze in quantità tali da compromettere la sicurezza o le caratteristiche dell’alimento.
Nel momento in cui, però, quel materiale viene sottoposto a lavorazioni meccaniche,, entrano in gioco variabili che possono modificarne le condizioni superficiali e, di conseguenza, il comportamento a contatto con il cibo.
Per questo motivo, la conformità non dipende esclusivamente dal materiale, ma dal modo in cui questo viene gestito e lavorato all’interno del processo produttivo.
Il rischio principale: la contaminazione
Nel momento in cui si realizzano componenti di carpenteria destinati al contatto con alimenti, il rischio più rilevante è quello della contaminazione.
Non è legato solo all’utilizzo di materiali non idonei, in quanto nella maggior parte dei casi i materiali vengono già definiti in fase di progettazione e difficilmente vengono scelte soluzioni non compatibili con gli alimenti. Ma il rischio di contaminazione è legato soprattutto alle condizioni operative in cui il materiale viene lavorato.
Tra gli aspetti più critici rientrano:
la contaminazione da altri materiali;
la presenza di residui di lavorazione, come oli o polveri;
la gestione non corretta delle superfici durante le lavorazioni.
Anche in presenza di acciai inox certificati, questi fattori possono compromettere l’idoneità del componente realizzato dalla carpenteria.
Un esempio? Un componente realizzato in acciaio inox AISI 316 può essere sottoposto a lavorazioni come la micropallinatura per migliorarne la finitura. Se però il materiale abrasivo utilizzato è stato impiegato anche su acciai non inox, è possibile che contenga particelle contaminanti.
Queste possono trasferirsi sulla superficie del pezzo, compromettendone le caratteristiche e rendendolo non più idoneo al contatto con alimenti, anche se è stato realizzato con un materiale considerato conforme.
Per risolvere questo problema, l’attrezzatura utilizzata per la micropallinatura deve essere adibita solo al trattamento di MOCA, in modo che la graniglia non venga in contatto con manufatti di diverso tipi.
Attenzione alla tracciabilità
Un altro aspetto fondamentale nella gestione dei MOCA è la tracciabilità. Per garantire la conformità dei manufatti realizzati, è infatti necessario non solo utilizzare materiali certificati, ma anche assicurare che ogni componente sia riconducibile al lotto della materia prima di origine.
È inoltre importante mantenere separati i materiali destinati al contatto alimentare da quelli per gli altri utilizzi. In CIM Laser, ad esempio, abbiamo adibito una parte del magazzino al solo stoccaggio di materiali per MOCA.
Questo implica anche una gestione organizzata del magazzino e dei flussi produttivi, in modo da evitare contaminazioni e garantire la continuità delle informazioni lungo tutta la vita del prodotto.
Per verificare la reale idoneità di un materiale, è possibile ricorrere al test di migrazione. Questo tipo di prova deve essere eseguito da organismi specializzati, che rilasceranno un certificato. Consente di valutare il trasferimento di sostanze dal materiale all’alimento, che non dipende solo dal materiale, ma anche dal modo in cui è stato lavorato.
Per questo motivo, il test di migrazione rappresenta uno strumento utile per validare l’intero processo produttivo.
Produrre componenti metallici destinati al contatto con alimenti richiede un approccio strutturato, basato su procedure definite e controlli lungo tutte le fasi della produzione.
La conformità MOCA non può essere ricondotta alla sola scelta del materiale, e richiede un’attenzione e una competenza specifiche per essere raggiunta.
In CIM Laser abbiamo una lunga esperienza nella realizzazione di manufatti metallici idonei al contatto alimentare e siamo in grado di rilasciare tutta la documentazione necessaria per attestare la conformità delle nostre realizzazioni e lavorazioni di perfezionamento dei pezzi. Se devi realizzare degli elementi di carpenteria metallica idonei al contatto con il cibo, possiamo aiutarti: con il nostro esclusivo Protocollo Perfection, un metodo di lavoro nato dal nostro know-how e dalla nostra vocazione al problem solving, possiamo assicurarti lavorazioni impeccabili e serenità per il tuo lavoro.
Guida l’azienda che suo padre creò tanti anni fa con la medesima fame di conoscenza nel campo della lavorazione dei metalli del suo primo giorno in officina. Il suo percorso con CIM Laser è volto alla soddisfazione delle esigenze del cliente apportando il valore aggiunto che solo anni di esperienza sul campo e un costante aggiornamento di mezzi e competenze possono fornire.
Google Analytics è un servizio di analisi web fornito da Google Ireland Limited (“Google”). Google utilizza i dati personali raccolti per tracciare ed esaminare l’uso di questo sito web, compilare report sulle sue attività e condividerli con gli altri servizi sviluppati da Google. Google può utilizzare i tuoi dati personali per contestualizzare e personalizzare gli annunci del proprio network pubblicitario. Questa integrazione di Google Analytics rende anonimo il tuo indirizzo IP. I dati inviati vengono collezionati per gli scopi di personalizzazione dell'esperienza e il tracciamento statistico. Trovi maggiori informazioni alla pagina "Ulteriori informazioni sulla modalità di trattamento delle informazioni personali da parte di Google".